

我们精心制作的供应合金钢管的厂家产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:供应合金钢管的厂家的图文介绍

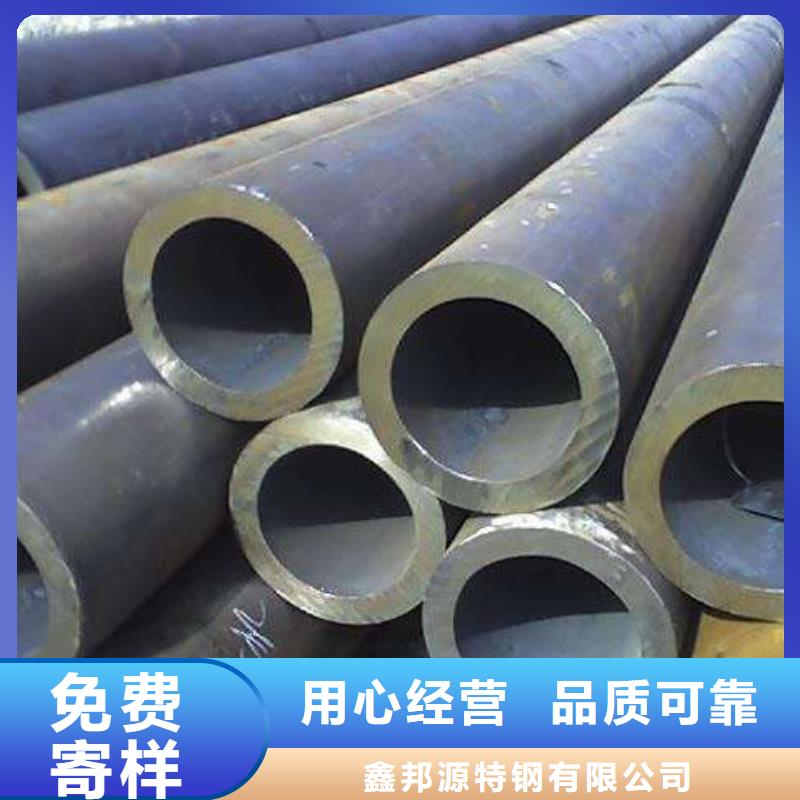
高压合金管的表面需要进行抛光之后才可以使用,因为这和它的主要用途有关系。高压合金管主要用于建筑装饰领域,这样必须要求所使用的钢管要光亮,不然一定程度上会影响美观。所以抛光是 的保证光亮的方法。但是并不是所有的钢管都适合抛光。我们的高压合金管在进行抛光之前需要进行一定程度上的检测,看其性质怎么样,适合抛光吗。
高压合金管的内外表面(特别如电解抛光、机械抛光后)具有良好的钝化层,耐腐蚀能力较强。内外表面光洁度高,介质粘附很少有利于耐腐蚀。管内表面光洁度高液体介质滞留越少,有利于冲洗,特别在制药行业。内表面电解抛光(电化学抛光):电解抛光液是磷酸、硫酸、铬酐、明胶、重铬酸钾等。内表面在阳极上,抛光液在和内流动通以低电压大电流而进行电解抛光处理。这时管内表面同时进行着两个相互矛盾的过程,即金属表面钝化层(含稠性粘膜)生成与溶解。
由于表面观的凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解。由于表面观凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在表面形成一种高电阻的稠性粘膜。该膜在凹凸处厚度不同导致阳极表面电流密度大, 放电溶解速度快,在短时间内达到削平突出的观部分的目的,能达到很高的光洁度Ra≤0.2-0.4μm。并在这种作用下,管内表增加了铬含量,增加了高压合金管表面钝化层的耐腐蚀能力。
高压合金管的内外表面(特别如电解抛光、机械抛光后)具有良好的钝化层,耐腐蚀能力较强。内外表面光洁度高,介质粘附很少有利于耐腐蚀。管内表面光洁度高液体介质滞留越少,有利于冲洗,特别在制药行业。内表面电解抛光(电化学抛光):电解抛光液是磷酸、硫酸、铬酐、明胶、重铬酸钾等。内表面在阳极上,抛光液在和内流动通以低电压大电流而进行电解抛光处理。这时管内表面同时进行着两个相互矛盾的过程,即金属表面钝化层(含稠性粘膜)生成与溶解。
由于表面观的凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解。由于表面观凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在表面形成一种高电阻的稠性粘膜。该膜在凹凸处厚度不同导致阳极表面电流密度大, 放电溶解速度快,在短时间内达到削平突出的观部分的目的,能达到很高的光洁度Ra≤0.2-0.4μm。并在这种作用下,管内表增加了铬含量,增加了高压合金管表面钝化层的耐腐蚀能力。


鑫邦源特钢有限公司专业生产销售 南通崇川无缝管。鑫邦源特钢有限公司严格执行“精益求精,增强顾客满意;精益求进,实现持续发展”的质量方针,建立起完善的售前咨询、售后回访服务体系,真诚地与用户建立起长期密切合作关系。优异的产品和卓越服务受到广大用户的青睐与国内外广泛赞誉,成为z u i值得尊敬和信赖的合作伙伴。鑫邦源特钢有限公司始终坚持“诚信立业,追求卓越,合作共赢,共同发展”,竭诚欢迎各界朋友来厂参观指导,洽谈业务。我们愿与您携手共进,互惠双赢,共创未来!



全球合金钢管价格企稳反弹的序幕已经拉开,的合金钢管出口在也出现了环比增长,已经了出口转好的曙光。合金钢管产能过剩目前在的确没有一个标准。但按惯例,合金钢管行业的产能利用率确实低于公认的75%的水平了。 合金钢管领域问题已相对严重,以前的产能本身就比较大,加上四万亿元投资计划的,地方为了保增长,一些拉动GDP较大的项目就上来了。随着发达 工业生产的逐渐好转以及库存的合理补充,合金钢管价格近期反弹势头明显。 美国合金钢管厂受到成本上涨以及需求回暖的影响不断地上调合金钢管的格,欧洲以及合金钢管价格也出现了较大幅度的反弹。在这样的情况下,合金钢管价格经过出口退税后的比价优势又将重现。合金钢管厂对市场预期,可能是错的,也可能是对的,因为合金钢管厂主们已经在行业摸爬滚打多年。 本轮合金钢管价格上涨始于4月中旬,至今已经十七周,近四个多月。比较历史行情,目前的合金钢管价格已经恢复至2008年10月份的水平,处于近十个月内的高点。由于国内经济正处于上升通道之中,合金钢管行业的下游产业的产量、景气度仍在恢复,因此合金钢管行业的真正高点还没有形成。


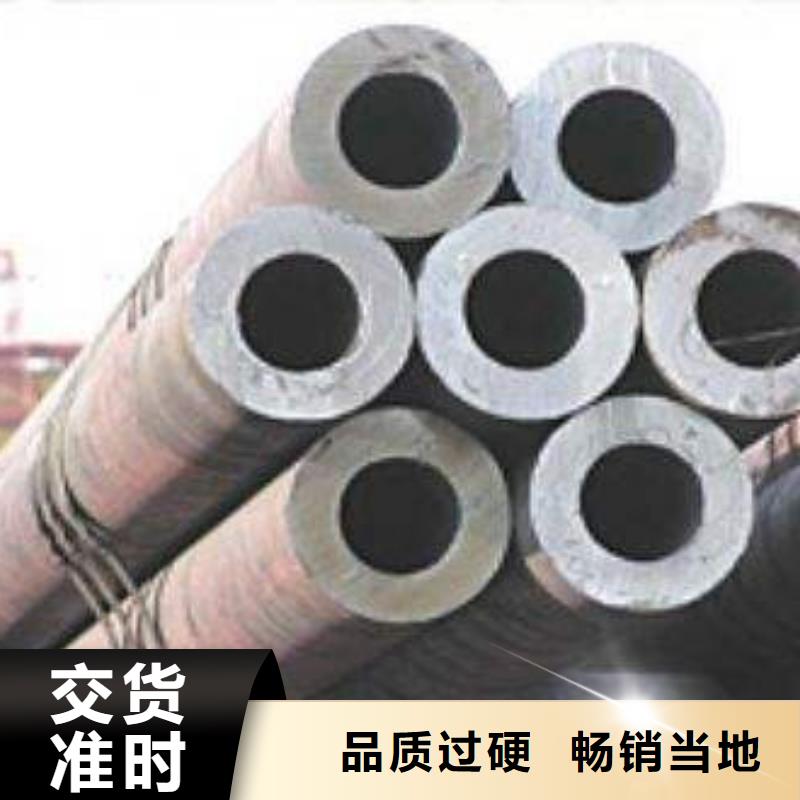
高压合金管开始应用到油井中不是 两天了,大家都知道油井对钢管的要求比较高,不仅要耐腐蚀,还要密封性好。我们高压合金管就很符合这种要求,自从高压合金管投入到油井中使用以来,几乎没有出现过高压合金管故障。并且随着高压合金管自身质量和生产技术的提高,高压合金管进一步在油井需要中站稳地位。那么高压合金管为什么这么受油井青睐呢?
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
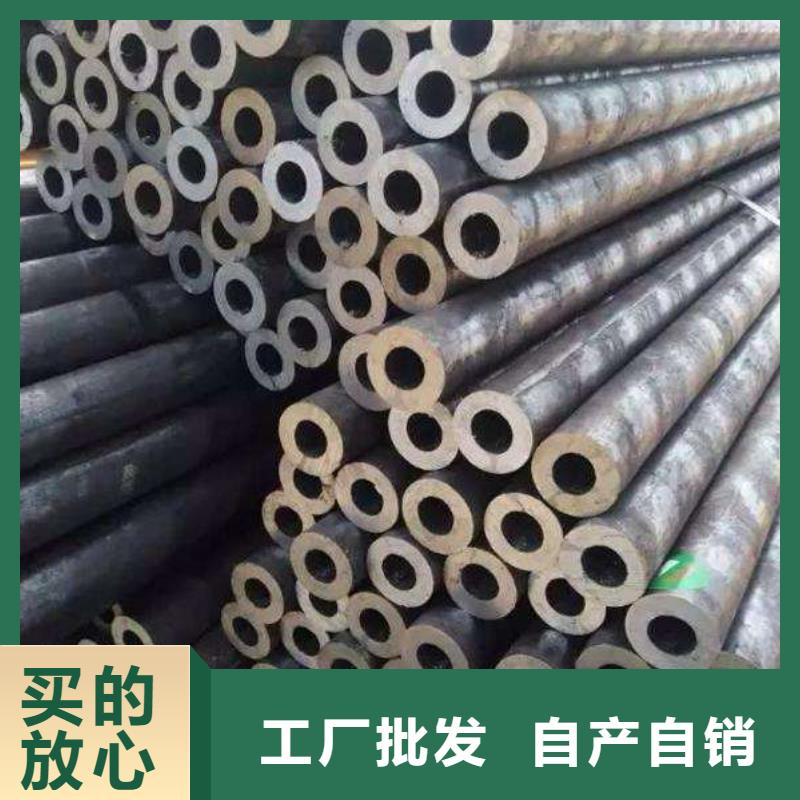
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。



